آلومینیوم جزو یکی از فلزات سبک محسوب میشود، که به صورت ورقههایی با خاصیت انعطاف پذیری بالا تولید میشود و سطح براقی دارد که در برابر زنگزدگی از مقاومت بالایی برخوردار است.
سطح براق این فلز و مقاومت آن در برابر زنگ زدگی و خوردگی سبب شده است تا در بسیاری از کارهای صنعتی و مصارف تولید از آن بهره بگیرند. برای استفاده و بهره گرفتن از این فلز نیاز است تا آن را به ورقه ی آلومینیوم تبدیل کنند؛ و این فرایند تبدیل فلز آلومینیوم به ورقه ی آلومینیومی تحت عنوان برش لیزر آلومینیوم انجام می شود.
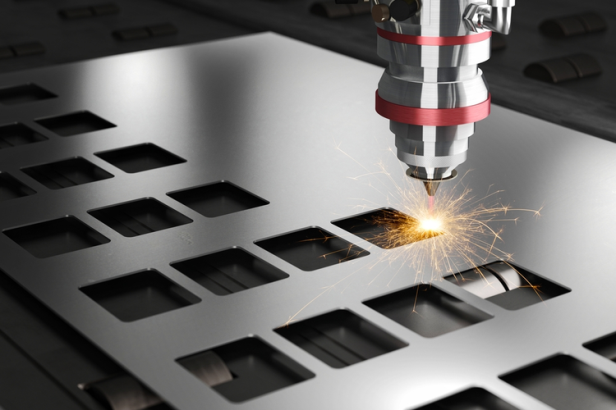
برش لیزر فلزات جهت برش و اجرای طرحهای هندسی بسیار پیچیده به راحتی قابل استفاده است دارای دورریز متریال بسیار پایینی است دقت فوقالعادهای دارد و همچین سرعت برش لیزری با دیگر روشهای برش کاری نیز به هیچ عنوان قابل مقایسه نیست.
برش لیزر آلومینیوم در صنعت بسیار رایج است. در روش برش لیزر آلومینیوم بسیاری از شرکت ها و صنایع از گاز اکسیژن (o2) برای برشکاری بهره می برند؛ اما استفاده از گاز اکسیژن در برش لیزر آلومینیوم معایب بسیاری دارد. به طور مثال برش لیزر آلومینیوم در ورقه ی آلومینیومی با گاز اکسیژن باعث میشود که دقت کافی در برش لیزر آلومینیوم به وجود نیاید. با روی کارآمدن گاز نیتروژن در در صنعت برش لیزر آلومینیوم دقت و ظرافت و تمیزی کار بسیار بالا رفت؛ تنها عیبی که گاز نیتروژن در برابر گاز اکسیژن دارد این است که از قیمت بالاتری برخوردار است.
نکات مهم برش لیزر آلومینیوم
زاویه کونیک: به معنای تغییر قطر سوراخ در ضخامت برش است.
تولید پلیسه: قطعا هر چه پلیسه تولید شده بعد از برش کمتر باشد کیفیت نهایی بهتر بوده و نیاز به فرآیند ماشینکاری ثانویه کمتر میشود.
کرف (Kerf): کرف در واقع کوچکترین شعاع قابل برش را مشخص میکند که وابسته به ضخامت ورق میباشد و بهتر است در طراحی لحاظ گردد. به عنوان مثال گوشههای بسیار تیز باید r ای حداقل معادل با کرف داشته باشد. همچنین حداقل سوراخهای قابل ایجاد در ورقهای فلزی وابسته با ضخامت ورق است. بدیهی است که هر چه کرف دستگاه کمتر باشد قابلیت برش کانتورهای پیچیدهتر و دندههای ریز ضخیم، بیشتر می شود.
سرعت برش: بستگی زیادی به قابلیتهای دستگاه و توان اشعه لیزر دارد. هرچه توان دستگاه بالاتر باشد امکان بالاتر بردن سرعت برش را فراهم میآورد.
صافی سطح: یکی از مهمترین پارامترها در برش صافی سطح و عدم اکسید شدن میباشد که با تلفیق تکنولوژیهای مختلف و تنظیم صحیح و با دقت پارامترهای کنترلی همچون نوع گاز، فشار گاز، سرعت برش و تنظیم توان اشعه لیزر ایجاد میشود.